コア材の材料科学:SPCおよびLVTの組成が生産要件をいかに規定するか
SPC(ストーンプラスチックコンポジット)床材とLVT(ラグジュアリービニールタイル)床材の生産における根本的な違いは、そのコア材の組成に起因しており、これは直接的に製造工程、設備選定、最終用途における性能を規定します。
SPCコア:寸法安定性およびプレス加工適合性のための炭酸カルシウム–PVCブレンド
SPCフローリングは、主に粉砕した石灰石とPVC樹脂を混合した高密度・高剛性のコア構造を持つことが特徴です。その配合比率は、炭酸カルシウムが約60~80%程度とメーカーにより若干異なります。この素材が特に優れている点は、温度変化に対する極めて高い寸法安定性です。たとえば、気温が30℃変動しても、膨張・収縮率はわずか±0.05%にとどまります。このような優れた安定性により、日差しが強く昼間になると室内温度が上昇するサンルームや、営業時間中に常に温度が変動する商業用キッチンなど、環境条件が厳しい場所でもSPCフローリングは非常に優れた性能を発揮します。また、この素材は密度が高く弾性が小さいため、製造工程では80~100 MPaという高圧でプレス成形が可能です。これにより、冷却工程でも反りなどの変形が生じにくく、迅速な冷却が実現できます。工場での生産では、各ロットが市場で期待される標準的な厚さ(4~7 mm)となるよう、すべての工程を厳密に校正・管理しています。
LVTコア:カレンダー加工およびエンボス加工の高精度を実現する均質PVC複合材
LVTは、鉱物フィラーを含まない柔軟性のあるPVCプラスチゾル製のコアを特徴としており、剛性よりも加工のしやすさに重点が置かれています。この特定の組成は、加熱ローラーで材料を押し出して通常2~3 mm厚のシート状にする多段階カレンダー工程において優れた性能を発揮します。LVTの特徴的な点は、PVCがマイクロメートル単位でのエンボス加工に最適な粘度を維持できることであり、その公差は±0.1 mmという極めて高い精度を実現しています。この高精度により、メーカーは非常にリアルな木目模様や石のような質感を再現することが可能になります。ただし、ここで言及する価値のある注意点があります。PVCは温度変化に対して非常に敏感であるため、製造施設では20~30℃の温度差を有する特別設計の冷却トンネルを用いる必要があります。このようなゆっくりとした冷却プロセスによって、層間剥離、収縮不良、あるいは製品品質を損なう異常な表面変形などの問題を回避できます。
| 財産 | SPCコア | LVTコア |
|---|---|---|
| 主要材料 | 石灰岩とPVC複合物 | 均質なPVCプラスティゾール |
| 熱安定性 | 尺寸変化 ±0.05% (±30°C) | ±0.12%変化 (±20°C) |
| 処理速度 | 2540 m/min (圧縮) | 1525 m/min (カレンダー化) |
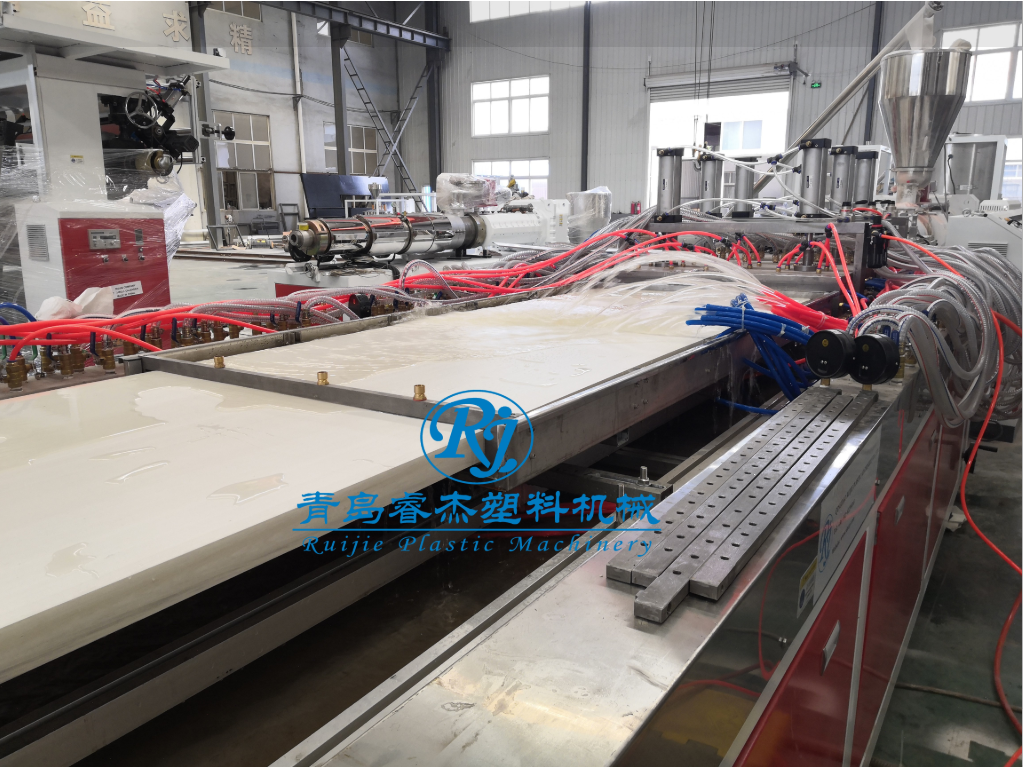
製造プロセスアーキテクチャ:プレスする対カレンダー SPCとLVT床の生産
SPC 生産ライン: 高圧圧縮,急速冷却,統合クリック加工
SPCの製造工程では、石灰石とPVCの混合物を完全に結合させるために、175~190℃の高温と高圧が大きく依存しています。この方法が正しく実施されれば、他の素材でよく見られる厄介な層間剥離を防ぎ、製品に実質的な構造強度を付与します。プレス成形後には急速冷却が施され、材料を素早く固化させることで、製品全体を均一に平坦に保ち、端部の反りを防止します。次に、CNC機械加工工程へと移行し、生産ライン上で直接、嵌合する形状(インターロック・プロファイル)を切り出します。この工程における公差は非常に厳しく、±0.2ミリメートル程度です。こうしたすべての自動化工程により、従来の手作業中心の製法と比較して、仕上げ工程に必要な作業員数は大幅に削減され、人件費は約60%も低減されます。
LVT生産ライン:多段式カレンダー加工、位置合わせ精度が求められるエンボス加工、UV硬化型耐摩耗層の統合
LVTの製造工程は、サイズと形状の安定性を保ちながら、極めて均一な品質を実現するシートを作成する「多ロールカレンダー成形」と呼ばれる工程から始まります。次に非常に重要な工程が「エンボス加工」であり、ここでテクスチャが印刷デザインと完全に一致させる必要があります。これはミクロン単位での正確な位置合わせを要求します。わずか0.1 mmの誤差であっても、製品全体のロットを廃棄せざるを得なくなる場合があります。その後、UV光で硬化させる特殊な耐摩耗層が塗布されます。これにより、傷やこすれに比較的強い表面が形成されます。ただし、この最終工程で全てを正確に行うためには、製造業者は同時に複数の要因を厳密に管理しなければなりません。具体的には、空気中の湿度、ローラーの温度設定、およびUV光の強度です。これらのいずれかが不適切になると、曇り(ヘイジ)効果やオレンジピール状の表面粗さといった問題が発生するだけでなく、材料が全く硬化しないという事態も起こり得ます。
パフォーマンスおよびコンプライアンスを牽引する要因:市場の需要がどのように形作るか SPCとLVT床の生産 意思決定
商用セクターの優先事項:医療および教育分野では、SPCの剛性、遮音性、および低メンテナンスな出力が求められる
より多くの医療センターおよび学校が、過酷な条件下でも優れた耐久性を発揮するSPC床材の採用を進めています。高密度ミネラルコアにより、キャスター付きカートや医療機器による荷重にも十分耐えうる実力を備えており、物が落下した際の衝撃にも通常のビニール床材と比較してへこみが生じにくくなっています。実際、ほとんどのケースでへこみの発生率は約70%低減されます。遮音性能については、商業用グレードのSPC床材には内蔵型の防音クッションが付属しており、衝撃音を約19デシベル低減します。これは、ASTM E492およびISO 140-6などの厳しい建築基準にも適合しています。さらに、抗菌性表面層も見逃せません。これらの床材は、病院で使用される強力な洗浄剤による繰り返しの洗浄後も、継続的に微生物の増殖を抑制する効果を発揮します。その結果、木材やラミネート床材と比較して寿命が延びるとともに、全使用期間におけるメンテナンスコストを約30%削減できます。
持続可能性に関する規制:VOC排出量の上限、PVCの段階的使用中止のスケジュール、および両ラインにおける再生材統合の課題
世界中の規制圧力が、SPCおよびLVT製品の製造方法を変化させています。例えば、EUの循環型経済計画を挙げることができます。2030年までに、建築資材には少なくとも60%の再生原料を使用することを目指しており、これにより工場は、製品の寸法や外観を損なうことなく、産業由来の再生材(ポスト・インダストリアル・リサイクレート)を配合するための努力をさらに強化しなければなりません。また、カリフォルニア州では新たなVOC規制(1立方メートルあたり50マイクログラム以下)が施行されており、接着剤、耐摩耗層、プラスチック添加剤などの配合組成を企業が再検討せざるを得ない状況となっています。さらに、スカンジナビア諸国およびカナダでは、PVC使用禁止に関する法律が制定され、フタル酸エステル不使用の代替素材や植物由来の可塑剤など、より安全な代替品の研究が加速しています。しかし、再生材を適切に統合することは容易ではありません。不純物はSPCの押出工程に深刻な影響を及ぼす可能性があり、色調のばらつきはLVTの外観品質を損なう要因となっています。こうした課題に正面から取り組むトップメーカーの中には、AIを活用した視覚的材料選別システムや、生産ライン上で流変特性(レオロジー)をリアルタイムで監視する技術を導入しているところもあります。これらの技術により、現在では認証済み再生材を約40%配合することが可能となり、環境目標の達成と製品品質の維持、そしてすべての関連規制への適合を同時に実現しています。
よくある質問
SPC床材およびLVT床材はどのような素材で作られていますか?
SPC床材は石灰石とPVCの複合材料から構成されており、LVT床材は均質なPVCプラスチソルで作られています。
なぜコアの組成がSPCおよびLVTの製造工程に影響を与えるのでしょうか?
コアの組成は熱的安定性およびプレス加工やカレンダー加工といった必要な製造方法を決定し、取扱い性および冷却プロセスの両方に影響を与えます。
なぜSPC床材は医療施設や教育機関などの商業環境に適しているのでしょうか?
SPC床材は密度が高く剛性のあるコアを有しており、重機器やローリングカートによる負荷にも耐えられる耐久性を提供します。また、騒音制御のための防音パッドを含み、衛生管理に理想的な抗菌性表面層を備えています。
持続可能性に関する規制は、SPCおよびLVTの生産にどのように影響を与えているのでしょうか?
これらの規制により、再生材料の使用量増加およびVOC排出量の制限が求められています。これにより、メーカーは品質を維持しつつ、これらの基準への適合を目的として配合や製造方法の見直しを迫られています。
